No. 22 – Steam Separation
Do you want this article in PDF format? Download it here:
Download a PDFThe efficiency of any steam system is depended largely on the quality of steam that is delivered to the process equipment. All end users or process applications require the steam quality to be at or close to 100% quality. Anything less than 100% steam quality will have a negative effect on the process.
Steam quality is the proportion of saturated steam (vapor) in a saturated condensate (liquid)/steam (vapor) mixture. A steam quality of 0 indicates 100% liquid (condensate), nwhile a steam quality of 100 indicates 100% steam. One pound of steam with 95% steam and 5% percent of liquid entrainment has a steam quality of 95. The measurements needed to obtain a steam quality measurement are temperature, pressure, and entrained liquid content. A high percentage (88% or more) of industrial steam systems use saturated steam for process applications. Saturated steam (meaning steam that is saturated with energy) is completely gaseous and contains no liquid.
Steam quality is important for a number of reasons, including maintaining equipment and improving efficiency. For example, in steam turbine operation, entrained moisture will erode the internal parts. In heat transfer units, the entrained moisture will increase the condensate film on the heat transfer surface; this resistance can reduce the heat transfer performance efficiency by 14% or more.
1. Does the plant need steam separators or not?
A steam separator, sometimes referred to as a moisture separator, is a device for separating water droplets from steam. Three types of separators are used in a steam system. All steam separators will have a pressure drop across the device. The design of the separator will determine the amount of pressure drop that will occur from the separator in the steam line. Therefore, a steam separator should only be used in cases where it is necessary because a pressure drop in the steam system can affect efficiency and the end users’ performance.
If a steam system is properly designed, specified, installed, operated, and maintained, then steam separators are rarely required. The steam system operation should consist of the following: be used in cases where it is necessary because a pressure drop in the steam system can affect efficiency and the end users’ performance. If a steam system is properly designed, specified, installed, operated, and maintained, then steam separators are rarely required. The steam system operation should consist of the following:
- Proper steam line sizing
- Steam line velocities below 10,000 fpm
- Insulation of all steam lines and components and the insulation is 95% efficiency
- Proper steam line drip leg steam trap stations
- Proper standard operating procedures are utilized in the plant
A properly sized steam line may operate like a gravity separator: the proper steam velocities will allow the moisture to drop out of the steam vapor to the bottom of the pipe, where a functional drip leg steam trap station will remove it.
But there are cases where the above steam system design items have not been met and the steam has moisture entrainment; therefore, a separation device needs to be installed to remove the moisture entrainment from the steam. The presence of water in steam causes a number of problems. Steam separators may partially or totally resolve the following problems:
- Wiredrawing
- Corrosion
- Erratic operation of control valves and flow meters
- Failure of system components
- Reduced efficiency
- Lower productivity
2. What information is needed to ensure proper selection?
A steam line separator takes advantage of the inertia difference between condensate (liquid) and steam (vapor). The design of the separator will determine the pressure drop across the separator; this is the result that the separator needs the velocities to make the moisture separate from the steam flow.
3. Important Items To Consider In Selecting A Separator :
- Maximum steam flow rate
- Minimum steam flow rate
- Pressure drop across the separator
- Steam quality (inlet)
- Steam quality desired (outlet)
- Horizontal or vertical installation
- ASME construction
a. Maximum s team pressure
b. Maximum steam temperature
8. Materials of construction
a. Typically internal components are constructed of stainless steel
b. Steam trap station installation off the separator
4. Types, Design and Selection of Steam Separators
The types of separators include:
- Baffle type
- Centrifugal
- Mechanical Coalescence type
Often, a combination of two different types of separators might be used for achieving higher efficiencies.
4.1. Baffle Separators
The baffle type separator is the simplest separator to design. The separator consists of one or more internal baffles that redirect the steam in one or more different directions. The redirection of steam flow will allow the heavier condensate droplets to be removed from the steam. The condensate is then removed by a drain device (control valve or steam trap station).
The efficiency of baffle separators is lower than the other types of separators.

Figure 1: Baffle-Type Separator
4.2. Centrifugal Separators
The entrained condensate is separated from the steam flow utilizing centrifugal force. The steam enters the separator and is direct into a centrifugal steam flow pattern that creates a force by the design of the internal centrifugal steam flow pattern that resembles a spinning cyclone. The inertia of the heavier entrained condensate in the steam will causes the condensate to be expelled to the wall of the separator and drain by gravity to the condensate collection point.
Centrifugal separators are not designed to be sized by the steam line size. It is essential that accurate steam flows and pressures are obtained for proper centrifugal separator sizing. The steam pressure drop across this type of separators tends to be larger than in other kind because of the velocity requirement for operation (generating the centrifugal force) is larger. The lower pressure drop or less of centrifugal action will decrease the performance or efficiency of the separator. The plant should determine the effect of the pressure drop on the end users during the selection process.

Figure 2: Centrifugal Separator
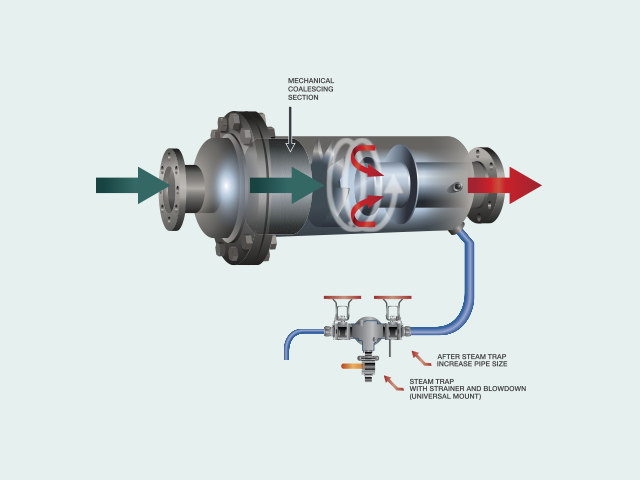
4.3. Mechanical Coalescing Separators
The coalescing steam separator is designed with a two- stage separation process. The first stage is a coalescing effect, where the steam is introduced to a stainless steel mesh that makes the steam flow change directions. This first stage agglomerates the fine water particles, causing them to coalesce by bringing the water droplets together, increasing their size and mass. The higher condensate droplets fall by gravity to the bottom of the separator and are removed through a drain device (control valve or steam trap station). Any droplets that are not removed in the first coalescing stage are directed to a second stage, which is a centrifugal stage. The second stage then uses profiled deflector blading, which imparts powerful centrifugal forces to separate all the condensate droplets from the steam flow. The condensate exits the separator from a volute contoured drain and is removed by a drain device (control valve or steam trap station). The result is high steam quality.
The mechanical coalescing separator is the preferred method of steam separation because the unit is not flow dependent and it has a high efficiency factor. The pressure drop is typically a lot less than with the centrifugal separator.
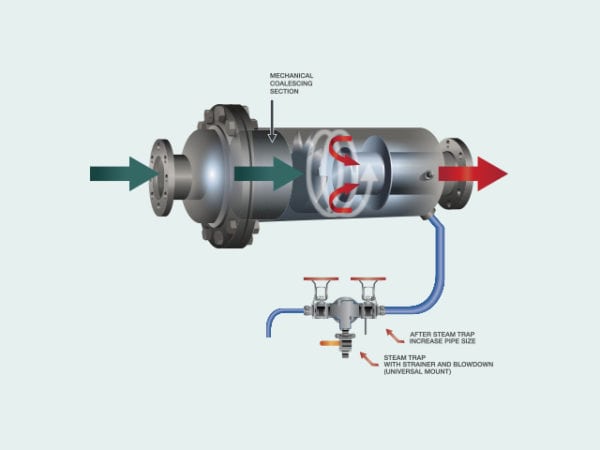
Figure 3: Mechanical Coalescing Separator


