Eliminate Condensate Pump Failures
My name is Kelly Paffel, Technical Manager for Inveno Engineering LLC located in Tampa, Florida and we are an engineering firm that specifically focuses on steam and condensate systems.
Today I want to talk about how to eliminate electric condensate pump failures and achieve reliability. Electric condensate pumping unites. Eliminating continuous reliability issues that we have with electric condensate pumps. As you can see here in this screen here, the condensate pump, you’re spewing out steam, condensate being drained down to the drainage system. This can be easily resolved with a proper understanding of the condensate system and choosing the correct electric condensate pump system. There’s a number of points that we will go through on this presentation to give you an idea how to stop electric pump failures. Now, electric condensate pumping units, selecting the wrong condensate pump system will lead to significant problems, safety, reliability, production, optimization, energy losses, loss of condensate water.
Electric condensate pumping system is the mostly energy efficient, reliable method of pumping condensate. We expect no failure within 15 to 20 years, but the thing is is that we got to make this selection correctly. Condensate pumps selection point number one. The thing is is the modulating system, which is a condensate and flash two-phase flow modulating steam system means the process application has a steam control valve that operates from zero to 100% open.
Example, a modulating steam processes, CIP, hot water system or any product temperature outlet temperature of 220 degrees F or lower. With this steam control valve can go down to zero, which means we are losing differential across the drain device. That presents that we need a condensate pump to pump the condensate back to the border pump because then that increases our steam system thermal cycle efficiency.
Examples why we really need a condensate pump are pretty simple. Condensate returned piping elevations after the drain device. The condensate lines up 20, 30 feet. We’ve got to pump the condensate back up. Condensate return line pressures are higher than the steam inlet pressure to the drain device or steam trap and their condensate return piping, it’s a great length or a long distance to get back to the steam generation system.
Do you think about a condensate pumps where we need and we have to ask, do we really need a condensate pump? But thing is is we have to look at the operation here. This is P4, and this is P5. P4 always has to be greater than P5 for condensate to be removed from the process. If P5 is higher than P4, condensate well back up into the process and then we’ll lose efficiency of the process and can generate water hammer.
Condensate pumps election is another point. We have to decide temperature selection, condensate returning to the condensate system is a two phase flow, which we talked about before, liquid and flash steam. Condensate systems are usually insulated and there’ll be two phase flow coming back to the condensate tank.
So the condensate say temperature in the pump tank system is going to be close to 212 degrees if we do our job correctly, which means bringing the condensate back, insulating our lines and the flash theme. At those temperatures, we have to remember another point, and that’s NPSH, net positive suction head. The thing is is when we’re selecting condensate pumped, we have to make sure we tell the vendor that our temperatures of our condensate are close to 212 degrees Fahrenheit and with that factor then the pump needs NPSH.
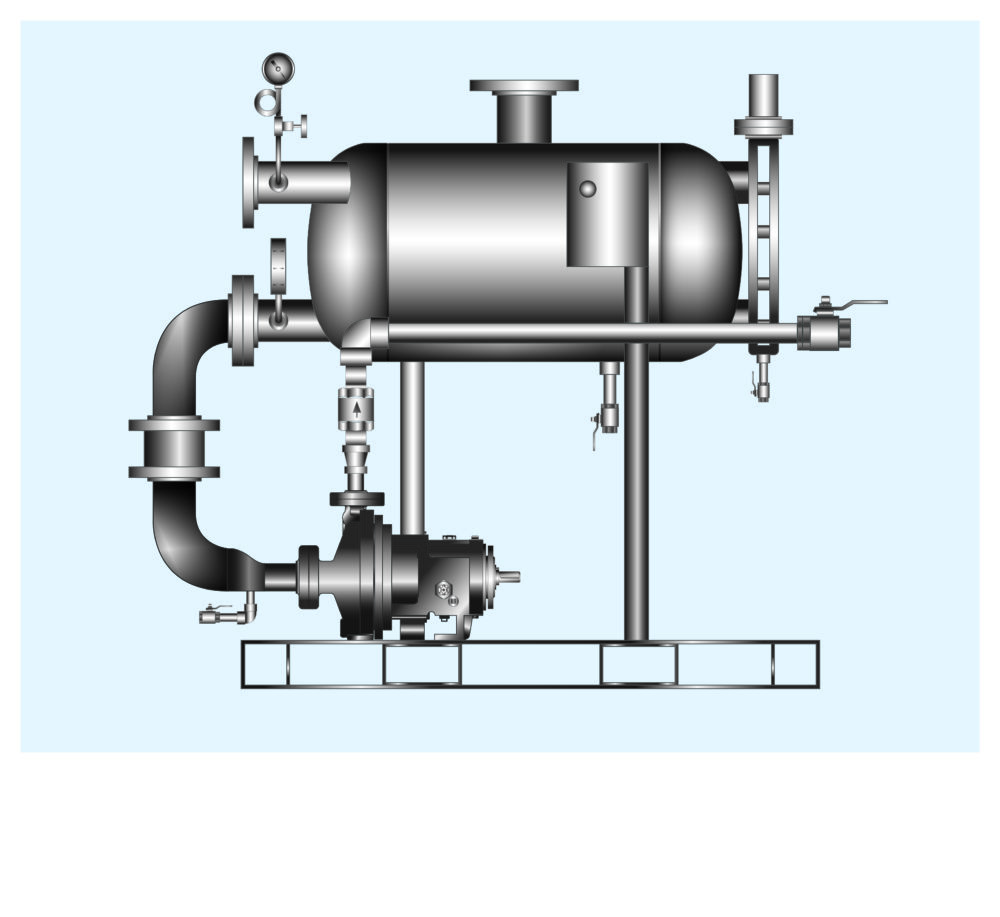
As you can see in this diagram here, this is a condensate pump unit, but there’s no NPSH or height of the water above the eye of the impeller. These units only can handle condensate typically about 180 degrees. Sometimes we can get to 205 F, but these are for pumping low temperature water and not really what we call condensate today in the steam and condensate system.
Then way we say 212 degrees and the pump manufacturer would come back to us, “You need NPSH, net positive suction head.” And that’s based on temperature, static head, and capacity. Really what we’re looking for is the lowest level in the condensate tank here to the eye of the impeller. At 212 degrees, we typically want more than 18 inches NPSH at any given time, and if the temperature of the condensate goes up, then our NPSH will also rise or have to be higher.
Cavitation, as the liquid enters the eye of the impeller of the pump, it’s pressure reduced and the impeller pressure increases the pockets of flash theme, which that’s going to happen when we go through the eye of the impeller will collapse and that’s what we’d call pump cavitation.
This collapsing of the steam bubbles is called cavitation. Simply what we want is a static pressure put onto the eye of the impeller or the height of water and then we call this the NPSH, so that we come in through the eye impeller that the vapor pressure’s never dropped below the phase change point, that we’re always operating above the vapor pressure. If we allowed to dip down here, flash will occur and flash will go out there in the the impeller and cause pump cavitation.
The selection process, what do we need to know? Condensate capacity, maximum, condensate temperatures. Of course, we just got done talking about 212 degrees. Make sure we have the correct NPSH. The other thing on condensate pumps, we never want to exceed 1800 RPM, so we don’t want to condensate pump up at 3,600 RPM.
Required discharge pressure from the pump. Do we want a single pump or dual pump? Single pump is preferred. I design for reliability and not for failure. Every time I see two pumps or dual pump system, I’m always thinking of failure. Always designed for reliability and not failure. Of course, coming up with the proper tank sizing.
The other thing is venting the flash theme. It has to be done at low velocities and we want to be below 3000 feet per minute. Find the condensate pump vendor with the amount of steam that will be required to vent, so they will make the vent size large enough to vent at 3000 feet per minute or lower. The other specifications is control of flow of condensate, we always say on off control is flow rates of 12,000 pounds per hour or less. Continuous flow rates of 12,000 pounds per hour or more. At 12,000 we want continuous flow. Typically with variable speed drive pumps today, excellent application.
Tank materials when making the condensate, always allow for corrosion and location and installation of the condensate pump. To sum it up, my critical factors is number one, specifying the correct temperature to the condensate tank vendor the capacity, but also defining, make sure you understand what the requirements for the NPSH is for the pump.
That is the success of the pump. Knowing the temperatures, knowing the NPSH. Over and over, we see condensate pumps are failed because they don’t have the correct NPSH. With that conclusion is that our approach is we’re here to help you. Short term steam system assessments, engineering, steam, balancing dynamics, steam system performance training, and training as a critical part. If you have any questions or we can be of service, please give us a call. Here’s our email addresses and contact us through our website also. Have a great day. Thank you.


