Thermostatic Steam Trap, Stations Temperature Method – Best Practice No. 40

Do you want this article in PDF format? Download it here:
Download a PDFBEST PRACTICE NO. 40
Testing Steam Tap Stations by the Temperature Method
The relationship between steam pressure and temperature makes temperature measurement extremely helpful in understanding many different operating conditions of steam components that are found in the steam and condensate system.
Infrared temperature measuring is a very quick and versatile tool for steam systems. Like all testing equipment, infrared requires training to ensure success. All diagnostic tools have positive features and negative attributes. It is important to understand the negative attributes to ensure an accurate temperature measurement.
Temperature measurement devices must be an integral part of a steam trap station testing program. These devices are by no means the only piece of diagnostic equipment that should be used, but they can help provide valuable information that would otherwise not be available.
1. Temperature Can Provide an Estimated Steam Pressure
Plants can estimate steam and condensate pressures by using temperature testing devices to detect the temperature of the steam line inlet to the steam trap station and on the discharge line.

Figure 1. Measuring Inlet and Discharge Temperatures
Knowing what steam and condensate pressures are present in the system will assist the people performing the steam trap station testing, enabling them to quickly evaluate system dynamics that can affect the steam trap station’s operation.
2. DETERMINING WHETHER the Steam Trap Station Is OPERATIONAL
A temperature measurement will allow the steam trap station examiner to determine whether the steam trap is operational or whether the steam trap station is below the expected temperature. If the latter, the plant should initiate root cause analysis to determine the source of the problem in the system.
For example, in Figure 2, the temperature on the steam line entering the process is 299°F; therefore, the steam trap body temperature should be at or close to the inlet temperature.
This is a true statement for 96% of the steam process applications. However, there are a few exceptions when the heat-transfer units have an extremely high condensing rate or when there is a pressure drop in the process.
2.1.1 Example 1: Equal Temperatures
The inlet and outlet temperatures (process and steam trap) are at or near equal.
This means the steam trap is operational, and further testing can be accomplished.
2.1.1 Example 2: Low Outlet Temperature

Figure 2. Steam Inlet and Steam Trap Temperatures Are Equal or Close to Equal
In Figure 3, the outlet temperature is very low compared to the inlet temperature.The steam trap temperature is low, and root cause analysis needs to be performed to find the reason:
- Undersized steam trap
- Fouled strainer
- High back pressure in the condensate line
- Etc.

Figure 3: Steam Trap with a Low Body Temperature
3. Testing Steam Trap Station Performance Based on Temperature
Although surface temperature measurement can be very useful in evaluating various potential conditions, using it alone for testing steam trap stations will have a low accuracy for testing steam trap performance. A steam trap station examiner should be extremely knowledgeable of steam and condensate system dynamics.
Different sources state that if there is a high temperature differential across the steam trap station, then the steam trap is in good operational condition. If there is no or a very low temperature differential, then the steam trap has failed and is blowing or leaking steam into the condensate system. Temperature measurements must be part of the steam trap station standard operating procedure (SOP) to ensure the steam trap station is operational.
3.1.1. Example 3: High Temperature Differential Across the Steam Trap Station
Figure 4 indicates a high temperature differential (inlet temperature = 299°F) (outlet temperature = 214°F).
However, the steam trap is completely failed and blowing steam into the condensate line. Then why is there a high temperature differential?
If steam blows into a condensate line that has 0 pressure, the steam temperature of the blowing or leaking steam trap must be at 212°F, or the temperature of steam at 0 pressure. Now, when the steam passes from a high pressure to a lower pressure, superheat will be generated, but the condensate passing the steam keeps the steam at saturated conditions.
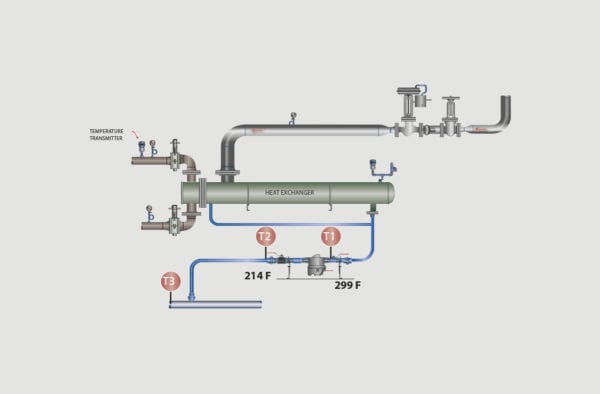
Figure 4: High Temperature Differential Across the Steam Trap
3.1.2 Example 4: Steam Trap Station With a Low Temperature Differential
Figure 5 shows a very low temperature differential (inlet temperature = 299°F) (outlet temperature = 284°F), which should indicate that the steam trap has failed and is blowing steam in the condensate line.

Figure 5: Low Temperature Differential Across the Steam Trap
In this example, there is back pressure in the condensate return line, which is normal in most condensate lines due to design, undersizing, and elevations. The condensate line pressure will vary depending on the variables. With pressure in the condensate line, the condensate line temperature should be at or close to the saturated temperature at the condensate line pressure.
3.1.3 Example 5: Low-Pressure Systems

Figure 6: Low-Pressure System = Low Temperature Differential
There will be a low temperature differential across the steam trap station based solely on the low steam pressures in the steam system and condensate line, as shown in Figure 6.
The steam trap could be failed or working properly; the condition of the steam trap is unknown because both conditions will have similar steam temperatures.
4. Temperature Measurement Procedures
Temperature measurements need to be taken upstream and downstream of the steam trap station to determine the inlet steam pressure to the steam trap station and the condensate line back pressure.
To achieve a representative temperature, scan the exposed metal surfaces of the upstream and downstream piping/tubing around the steam trap station. Some installations may have several inches exposed, while other installations may only have pipeline components such as unions, valves, or fittings exposed. The steam trap station examiner must consider what is available for temperature scanning when incorporating the temperature reading in evaluating the steam trap station operation.
Measure the inlet temperature of steam/condensate line to the inlet of the steam trap. A significantly lower temperature than the saturation temperature of the steam line pressure can indicate that there are issues with the steam trap, that flow is reduced due to plugged fittings or strainer screens, or even that the steam trap has been valved off.

Figure 7: Temperature Measurements
- Measure the temperature to the inlet of the steam consumer (equipment) and compare it to the inlet of the steam trap. Generally, these temperatures should be close in measurement (±20°F/±11°C).
- Record the reading.
- Measure the outlet temperature in the condensate line downstream of the steam trap.
- There should be some decrease in the outlet temperature versus the inlet temperature.
- This measurement can also be used to determine the back pressure present in the condensate line.
- Record the reading.
CONCLUSION
Temperature measurement is an important part of steam trap station evaluation, but it is only one of the test methods that plants need to use correctly to assess steam trap station performance.


